主營產品:斯派克火花直讀光譜儀、斯派克手持式X熒光光譜儀、光譜標樣
全國客服熱線
13500017008

熔鑄生產是鋁材加工的一道工序,熔鑄產品的質量與擠壓型材的質量密切相關。擠壓型材的各項性能,除了工藝條件的影響外更需要靠合金成份的穩定及均勻性來保證。金屬材料的性能取決于它的組織和結構,組織與結構又是由化學成份、雜質含量、加工方法、熱處理工藝決定的,其中化學成份是決定材料性能的基本因素。在6系鋁合金中,Si和Mg是主要合金元素,鎂硅組成的Mg2Si(β)相是該系合金的主要強化相,這兩種合金元素,其中硅元素屬于相對難熔元素,合金化的彌散及吸收對熔煉溫度和攪拌的要求較高(金屬硅的熔點為1414℃,密度2.33 g/cm3),所以為了提高硅的吸收和彌散效果,在熔煉6系鋁合金時一般采用加中間硅(102合金)的形式進行合金化操作。鎂元素由于其熔點低密度輕(金屬鎂密度:1.738 g/cm3 ;金屬鎂熔點:650 ℃),屬于易燒損合金,而在熔煉6系列合金的過程中一般采用加高純鎂錠的方式進行合金化操作。該兩種合金元素在熔煉合金化過程中均存在一定的不穩定因素,因此,研究該系合金在熔鑄過程中硅鎂的變化,對精確控制6系合金中的硅鎂含量具有重要的意義。目前論述鋁合金熔煉過程中鎂燒損的文獻有一些介紹,但是論述6系列合金在熔鑄過程中硅鎂元素的量化損耗,介紹的文獻較少。本文在生產實踐的基礎上,總結了幾種不同硅鎂含量的6系列合金,在熔鑄生產各環節硅和鎂元素的損耗情況,并提出相應的控制方法。
1 試驗方法
1.1 工藝流程簡介:
采用以下工藝流程進行合金鋁棒的生產:投料→熔化→控溫→扒渣→合金化→精煉→加覆蓋劑→靜置→鑄造(深井熱頂鑄造)。合金化工序加入的硅為中間硅合金,加入的鎂為高純鎂錠。整個熔鑄生產過程中,重點驗證精煉、靜置和鑄造前、后期硅鎂含量的變化。
1.2 取樣要求:
1)取樣次序要求:每爐次分別在以下四個環節取樣:
①精煉前在爐內取樣作分析;
②精煉后在爐內取樣作分析;
③鑄造1米時在流槽處取樣作分析;
④鑄造8米時在流槽處取樣作分析。
2)爐內取樣要求:采用特制的樣勺在爐膛的中間勺取鋁液,倒入樣模制成試樣,要求每批次取兩塊試樣;取樣溫度控制在720-750℃。
3)流槽取樣要求:采用特制的樣勺在流槽勺取鋁液,倒入樣模制成試樣,要求每批次取兩塊試樣。
1.3 檢測手段:
采用德國SPECTRO MAXx直讀光譜儀對所取試樣進行成份檢測。采用西南鋁熔鑄廠制備的鋁合金標準試樣校準光譜儀。要求每個試樣檢測三個點,每批次取樣兩塊,化驗結果取6個點的平均值,記錄下檢測結果。
1.4 實驗合金的選擇及熔煉生產的控制
變形鋁及鋁合金化學成份國家標準(GB/T 3190—2008)中,6系列合金Mg含量變化范圍大概在0.25%-1.2%之間,Si含量變化范圍大概在0.3%-1.7%之間。為了使得實驗數據具有代表性,分別選取四種不同成份的合金進行驗證,選取的6060合金在6系鋁合金中屬于低硅鎂含量的合金;6061合金在6系鋁合金中屬于高硅鎂含量的合金;6063合金在6系鋁合金中屬于中等硅鎂含量合金;6082合金在6系鋁合金中屬于高硅鎂含量的合金。
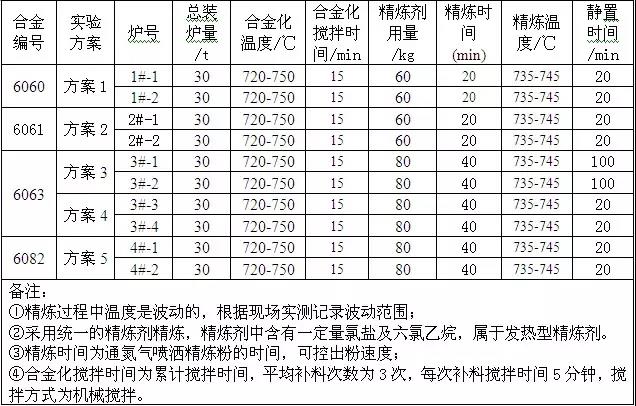
為了驗證不同工藝對元素損耗的影響,嚴格控制四種不同硅鎂含量的6系列合金,按照表2-1中的工藝進行熔煉生產。其中6060合金生產2爐次,6061合金生產2爐次,6063合金生產4爐次,6082合金生產2爐次。分別按照5個不同工藝方案進行熔煉生產。方案1、2、4、5對比不同精煉工藝對硅鎂損耗的影響;方案3、4對比不同靜置時間對硅鎂損耗的影響。
表2-1:實驗方案及工藝參數控制表
3 實驗結果及分析
3.1 按照以上實驗方案,記錄并整理精煉前、精煉后、鑄造1米及鑄造8米鎂含量的數據如表3-1和圖3-1所示。
表3-1 Mg含量在熔鑄各階段的變化
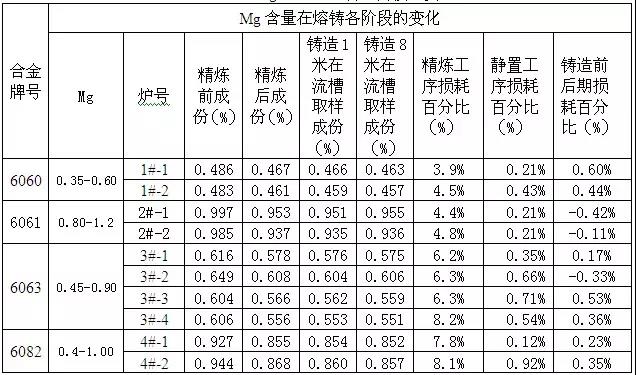
圖3-1 Mg含量在熔鑄各階段的變化趨勢圖
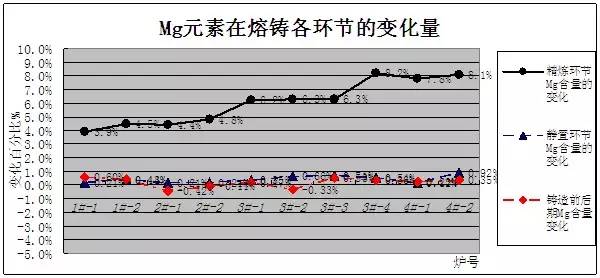
從實驗數據來看,兩種不同靜置工藝(方案3靜置100分鐘與方案4靜置20分鐘),在725℃-745℃的溫度范圍內靜置,對6系合金中Mg的損耗影響輕微,差異不大。分析原因:鋁液表面氧化后會形成較為致密的氧化膜,該氧化膜能夠有效的阻止下層金屬繼續氧化,靜置期間表層氧化膜穩定未遭到破壞,并且6系列鋁合金中含鎂量不高,鎂在鋁中的溶解度較大,在這種狀態下即使發生氧化也是非常緩慢的。
鑄造過程鎂含量的變化量在0.5%左右,對成份穩定性的影響非常輕微。
精煉工序是6系列合金Mg損耗的主要環節,從方案4對比方案5的結果來看,合金中Mg含量越高,在相同的精煉條件下,鎂元素的損耗量越大,尤其是在較長的精煉時間下差異更顯著。 從方案1、2對比方案4、5來看,精煉劑的用量及精煉時間是精煉環節影響Mg損耗的主要因素,隨著精煉劑用量的加大和精煉時間的延長,Mg元素的損耗量加大。從綜合數據來看6系列鋁合金精煉環節Mg的損耗量在4%-8%之間。分析精煉環節Mg元素的損耗主要有以下兩個因素:
①由于采用的精煉劑為發熱型精煉劑,精煉粉與熔體反應局部放熱,又由于噴粉的方式為以氮氣為載體把粉末狀精煉劑吹進入熔體內,期間伴隨著熔體的攪動和液面的翻滾,破壞了表層的氧化鋁保護膜,從而增加了Mg的接觸燒損。
②精煉劑主要成份為氯鹽及冰晶石,國內生產精煉劑時為了提高精煉除氣除渣的效果,普遍的會在精煉劑中加入六氯乙烷C2Cl6。而Mg元素在鋁合金熔體中化學性質相對較為活潑,因此Mg會優先與精煉劑中的這些氯化物反應生成MgCl2 ,從而導致熔體中Mg的損耗。
2Al+3C2Cl6→2AlCl3+3C2Cl4
3Mg+2AlCl3→2Al+3MgCl2(損耗)
Mg+C2Cl6→MgCl2(損耗)+C2Cl4(C2Cl6優先與Mg反應)
3.2 按照以上實驗方案,記錄并整理精煉前、精煉后、鑄造1米及鑄造8米硅含量的數據如表3-2和圖3-2所示。
表3-2 Si含量在熔鑄各階段的變化

圖3-2 Si含量在熔鑄各階段的變化趨勢圖
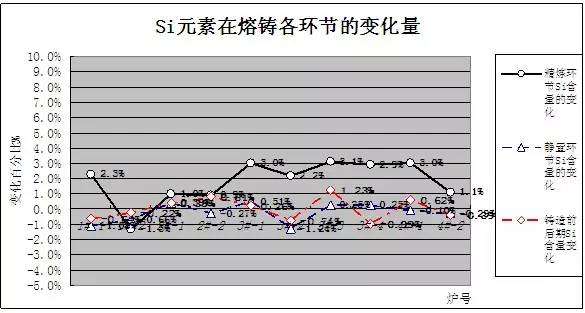
從實驗數據來看,Si元素在整個熔鑄生產過程中,成份波動不穩定,整體波動范圍不大,在-2%-3%之間,出現負值反映出Si在熔煉生產的過程中擴散的不理想,因此熔鑄生產的過程中Si的精確控制,關鍵在于加強合金化的攪拌操作和采取合理的加硅方式。
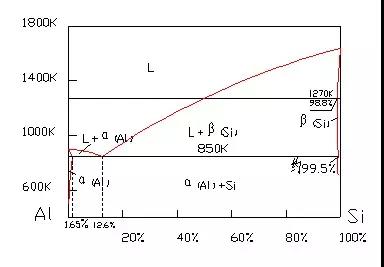
硅含量波動原因分析:生產過程中102的加入階段是在爐料*熔化,熔體溫度控制在一定范圍之后,把固態的102合金加入到高溫熔體內進行合金化操作。由于102合金中Si的含量不高ω(Si)=10%-22%,根據6系鋁合金中Si的含量要求,整個合金化過程中加入的102合金的量將在幾百到上千公斤之間。大量的102加入熔體內不但增加了攪拌難度,并且使得爐內熔體溫度迅速下降20℃-60℃。由于合金化溫度佳范圍是在720-750℃之間(過高的熔體溫度增加吸氣和燒損)。又根據Al-Si二元相圖分析(圖3-3),ω(Si)=10%-22%的102合金熔化溫度應控制在700-730℃。以上102合金熔化溫度范圍的要求與合金化導致降溫幅度過大之間的矛盾,使得Si在吸收的過程中出現不穩定因素,影響了Si在熔體內的均勻分布從而出現了各階段Si含量不穩定波動的現象。
圖3-3:Al-Si二元相圖
4 結論及控制措施
通過實驗在6系鋁合金熔鑄生產過程中分階段取樣,并采用德國SPECTRO MAXx直讀光譜儀對所取試樣進行成份檢測。分析了四種不同硅鎂成份的6系列合金鋁棒在精煉、靜置、鑄造工序硅、鎂元素的損耗情況。總結了6系列合金鋁棒在熔鑄生產過程中硅、鎂的主要損耗環節,以及各環節硅、鎂元素的損耗量。針對6系鋁合金Mg、Si成份的精確控制,提出一些控制措施,從而保證了產品性能的穩定性。通過對6系鋁合金熔鑄生產過程中各環節Si、Mg的損耗情況的驗證,得出如下結論并提出控制措施:
(1)、Si元素在6系鋁合金熔鑄生產過程中,成份波動不穩定,但是整體波動范圍不大,在熔煉的合金化環節應加強攪拌。為了改善Si的吸收,合金化加入硅的形態應以102合金為宜,并在裝爐料的時候把102合金裝在爐底同爐料一起熔化,這樣能充分的利用熔煉過程中的升溫和攪拌操作提高硅在熔體內的均勻分布。為了提高Si的吸收,102合金中Si的含量應控制在10%-14%。
(2)、在正常的靜置溫度內(725℃-745℃),靜置時間對6系鋁合金Mg元素損耗影響非常小,可以不計。
(3)、6系列合金熔鑄生產過程中,鎂元素的損耗主要發生在精煉環節,其損耗量隨精煉時間和精煉劑用量的增加而增大。
(4)、6系鋁合金中Mg含量越高,在相同的精煉條件下,鎂元素的損耗量越大。
(5)、6系列鋁合金在精煉環節Mg的損耗量在4%-8%之間,實踐生產的過程中可參照以上損耗量進行控制,合金化的過程中Mg應該盡量走上限值,或按照目標加入量的104%-106%進行加鎂操作,終把鎂含量控制在理想范圍內。
本文作者:劉一崢、劉智杰、楊翠顏、李干希、周超彥
作者單位:臺山市金橋鋁型材廠有限公司

